Miesto ktoré treba cínovať. Je to rám dverí, ktorý sa nedá vyklepať do roviny.
Najprv som si pomocou pravítka našiel jamu a označil ju.
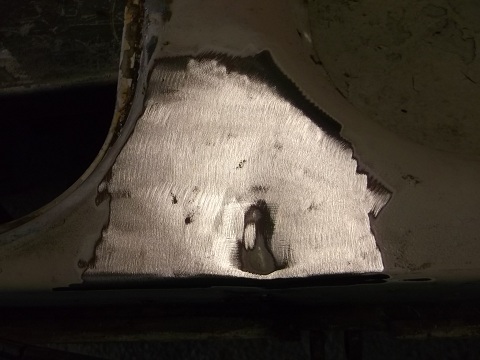
Nahrubo očistené miesto cínovania pomocou uhlovej brúsky s lamelovým kotúčom. Očistil som v každom smere o trochu väčšiu plochu.
Miesto je treba očistiť čo najlepšie, vrátane priehlbín a jám. Inak budú problémy s pocínovaním.
Použil som vzduchovú brúsku a rotačný pilník s rádiusom na konci. Tým sa dajú vybrúsiť všetky zvyšné nečistoty aj hrdza.
Pocínovanie
Všetky potrebné veci na cínovanie: pasta horák cínovacia tyčka hladidlo karosársky pilník bavlnená látka na utretie .
Na rovnomerné nanesenie pasty som použil štetec. Je možné použiť štetec na maľovanie.
Pasta musí tvoriť rovnomernú a súvislú vrstvu.
Natretá pasta pred ohrievaním.
Začiatok ohrievania.
Počas ohrievania sa zmení povrch zo sivého matného na kovovo lesklý.
Po ohriatí treba odstrániť prebytočnú pastu a nečistoty z tavidla. Najlepšie sa to robí čistou bavlnenou látkou.
V žiadnom prípade nepožívať znečistené, mastné tkaniny a umelé materiály.
Správne pocínovaný povrch plechu je pripravený na nanesenie spájky.
V prípade, že povrch nie je súvislý, treba chyby znovu obrúsiť a opraviť. Inak cín nebude dobre držať.
Nanesenie cínu chce prax.
Na začiatok je dobré mať pocínovanú plochu vodorovne, aby roztavený cín nemal snahu vytiecť. Tyčku s cínom treba ohriať na teplotu, keď sa začína taviť, ale ešte nie je tekutá.
Dá sa to odhadnúť podľa zmeny farby povrchu, najprv trochu zmatnie a potom sa začne lesknúť. Počas ohrievania cínu treba ohrievať aj plech, aby cín sa dobre prichytil.
Na hladenie cínu používam drevené hladidlo. Ľahko sa dá vyrobiť požadovaný tvar a veľkosť.
Hladiacu plochu namáčam do kvapaliny, ktorá sa používa pri zváraní na obmedzenie lepenia guličiek na zváraný povrch. Hladiacu plochu jemne utriem, aby nebola mokrá. Kvapalinu majte poruke, pri hladení sa drevo ohrieva, treba ho opakovane namáčať.
Vyrovnanie povrchu
Po nanesení dostatočného množstva cínu ho treba nahriať do kašovitej formy, aby sa dal roztierať. Ohrievať treba malým plameňom. Keď sa začnú lesknúť prvé kúsky, odtiahnem plameň (asi na 1s) aby teplo prešlo dovnútra kovu a opatrne pokračujem v ohreve.
Urovnanie povrchu do požadovaného tvaru pomocou dreveného hladidla. Netreba sa ponáhľať, cín je treba vyrovnať čo najlepšie, aby nebolo veľa brúsenia.
Po ochladnútí cínu môžme začať s brúsením do výsledného tvaru, napr. pomocou karosárskeho pilníku.
Karosársky pilník je treba čistiť od cínu pomocou oceľového kartáču,
prípadne oceľovej ihly. Pre urýchlenie brúsenia je možné použiť uhlovú brúsku a lamelový kotúč.
Treba brúsiť jemne, inak sa povrch cínu nataví a zalepí kotúč. Natavený povrch už nemusí byť rovný a hladenie bude treba opakovať.
Počas brúsenia treba pravideľne kontrolovať tvar.
Po obrúsení na hotovo.
Použiteľný materiál
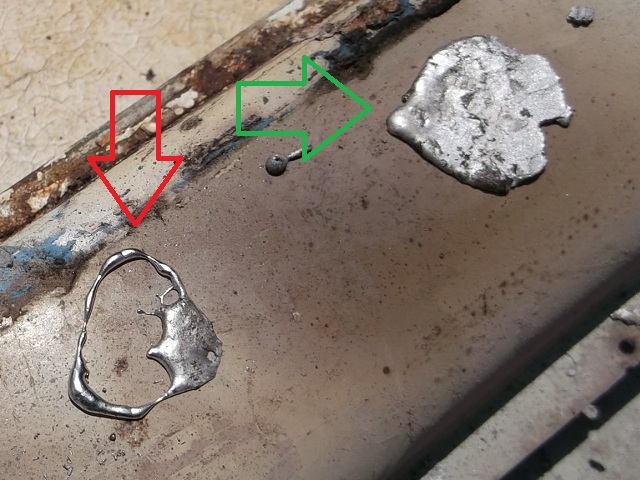
Základom cínovania je vhodné zloženie cínovacej tyčky. Čistý klampiarsky cín nemá potrebnú "kašovitú" formu. Ak si nie ste istý zložením tyčky,
môžete si jednoduchým testom overiť jej vhodnosť. Stačí malý kúsok, napr. gulička s priemerom do 1cm. Skúste ju ohriať a hladidlom vyformovať. Ak sa dá roztlačiť a neroztečie sa, je možné tento materiál použiť.
Na fotke vpravo (zelená šípka) je kúsok vhodného materiálu a vľavo (červená šípka) je zvyšok klampiarskeho cínu, ktorý je nevhodný.
Pri práci treba dbať na bezpečnosť: nebezpečné sú výpary, ktoré vznikajú pri cínovaní a aj prach, ktorý vzniká pri brúsení. Treba používať kvalitný respirátor a pracovať v dobre vetranom priestore.
Pasta na cínovanie: jej úlohou je vytvoriť medzivrstvu, spájajúcu podklad - oceľový plech s výplňou - cínom. Pasta je zmes kovu a rozpúšťadiel korózie. Pri ohreve reaguje s koróziou a rozpúšťa ju. Tú potom odstránime s prebytočnou pastou.
Cín: tyčky, ktoré používame na spájkovanie sú zmesou cínu a olova. Cínu býva od 15-40%. Zloženie ovplyvňuje vlastnosti a najmä rozmedzie teplôt začiatku tavenia (solidus) a úplného roztavenia (likvidus). Tieto hodnoty treba vyhladať v technickej dokumentácii výrobcu spájky, alebo vyhľadať v príslušných diagramoch.
Očistenie miesta po cínovaní: zvyšky pasty treba bezpodmienečne odstrániť. Chemické rozpúšťadlá, ktoré nám pomáhajú rozpustiť hrdzu, sú agresívne látky, často kyseliny.
Ak ostanú zvyšky rozpúšťadiel po dokončení práce na povrchu kovu, začnú reagovať a vytvárať novú koróziu. To je nebezpečné, preto treba kontrolovať okolie po cínovaní po 2-4 týždňoch a prípadnú hrdzu odstrániť.


















 Návrat
Návrat